1. Наноматериалы и наноструктурные покрытия
1.1. Понятие о наноматериалах и нанотехнологии
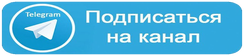
Десятичную приставку «нано», употребляют для обозначения одной миллиардной части какой-либо величины. Наномасштабом называют размерный диапазон между 1 и 110 нанометрами (1 нм = 10-9 м = 10-6 мм = 10-3 мкм).
На рис. 1 приведены параметры ряда природных объектов в размерном диапазоне от 10 м до 1 ангстрема (1 Å = 0,1 нанометр «нм» = 100 пикометров «пм»; 10 000 Å = 1 микрон «мкм»).
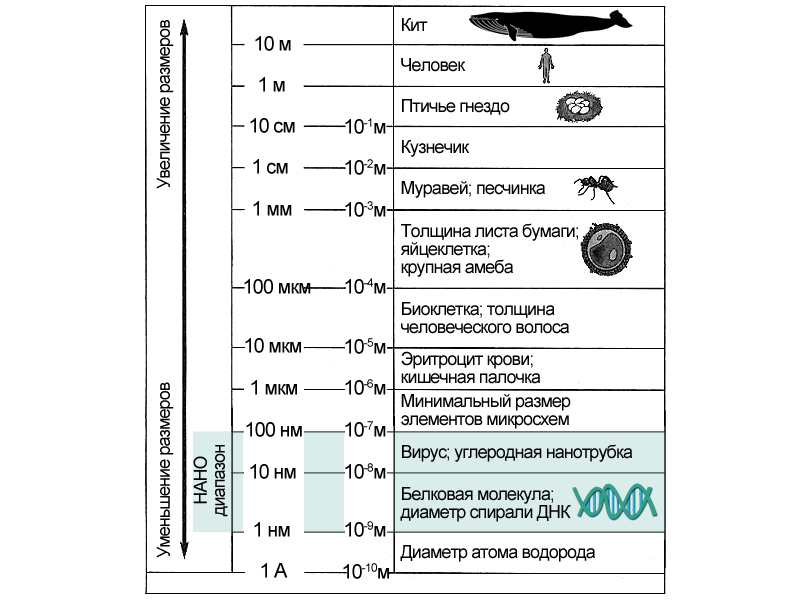
Рисунок 1. Место наноразмерных объектов в окружающей природе.
Современными нанотехнологиями называют широкую сферу технологических процессов, с помощью которых осуществляют контроль структуры материи на атомарно-молекулярном уровне и управления ею с целью получения материалов и систем, имеющих принципиально новый комплекс обуславливаемых нанофакторами свойств, для их интегрирования в состав полноценных макросистем. При этом создание наноматериалов, являющихся высокотехнологичными продуктами, не нуждается в наличии громоздких производственных мощностей.
Наноматериалы – это вещества и их соединения, которые содержат ряд структурных элементов (зерен, кристаллитов, волокон, слоев, пор), размерные параметры которых хотя бы в одном из направлений не могут превышать нанотехнологический порог 1…110 нм, что обеспечивает проявление у них принципиально новых функциональных свойств механического, химического, электро- теплофизического, магнитного, оптического, биологического генеза, качественно отличающихся от аналогичных характеристик традиционных макроструктурных материалов.Основные разновидности наноматериалов представлены на рис. 2.

Рисунок 2. Основные разновидности наноматериалов.
Вообще же термин «наноматериалы», имея объединяющее значение, сочетает в себе обширный спектр микроструктурных материалов, а именно:
- нанопорошков;
- нанопористых структур;
- нанотрубок и нановолокон;
- нанодисперсных коллоидов;
- наноструктурированных поверхностных пленок;
- нанокристаллитов;
- нанокластерных образований.
Т. наз. нанокластерные структуры являют собой категорию микрочастиц, имеющих упорядоченное строение и характеризуемых размерами 1…5,1 нм. У нанокластеров сложной структурной конфигурации рассматриваются не отдельные линейные параметры, а размеры структурного образования в целом.
Особым подвидом нанокластерных структур являются фуллерены. Фуллерены – это категория характеризуемых проявлением наноразмерных эффектов стабильно замкнутых многоатомных молекул сферической и сфероидальной конфигурации, поверхность которых образуют правильные многогранники из атомов С или иных химических элементов.
Нанотрубки – имеющие протяженные внутренние полости наночастицы нитевидной структуры, состоящие из атомов С или иных химических элементов Ø ≤110 нм.
Нановолокна – наночастицы нитевидной структуры Ø ≤110 нм, которые не содержат внутреннюю полость.
Ультрадисперсные нанопорошки – порошки с зернами Ø ≤110 нм.
Наноструктурные покрытия – поверхностные защитные пленки наноразмерных параметров.
Нанокомпозиты – полиструктурные материалы, имеющие в своем составе металлическую, полимерную, керамическую макроструктурную матрицу и наполнитель из наночастиц.
1.2. Строение и свойства наноструктурных материалов
Вещество наноматериалов в сравнении с веществом макроообъектов характеризуется следующими особенностями:
- нанометровые параметры кристаллитов;
- атомно-молекулярная структура дискретного генеза;
- высокий процент поверхностных атомов;
- множественные границы раздела;
- квантовая закономерность поведения;
- превалирование процесса самоупорядочения явлений над их искусственным упорядочением;
- высокая скорость протекания в наносистемах различных химических реакций и других процессов;
- потенциальная полифункциональность;
- возможность качественно минимизировать материалоемкость изделий и энергозатрат на их изготовление.
В обобщенной форме перечень важнейших структурных и физических аспектов специфики наноматериалов, определяющих их уникальные характеристики, приведен на рис. 3.
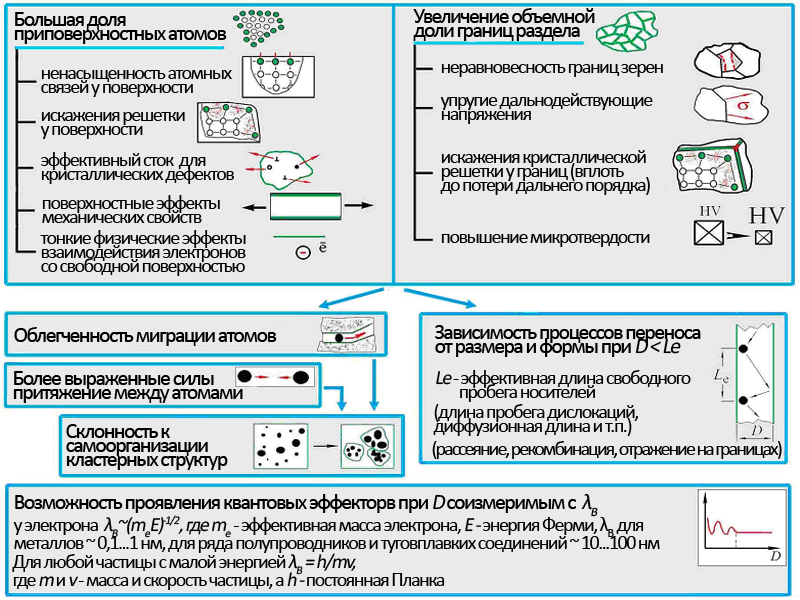
Рисунок 3. Структурные и физические аспекты специфики наноматериалов.
Наноматериалы характеризуются более высокими (в сравнении с традиционными аналогами) значениями механических свойств, предела текучести, временного сопротивления, твердости, ударной вязкости, усталостной прочности и т.д. Еще одна уникальная особенность наноматериалов состоит в оптимальном сочетании показателей «прочность» и «пластичность», в т.ч. при высоких температурах.
1.3. Принципы классифицирования наноматериалов
Наноматериалы классифицируют по принципу:
- размерности частиц;
- структуры;
- физико-химического состава и т.д.
В основу классификация наноматериалов по размерным параметрам заложен базовый постулат, согласно которому эти параметры хотя бы по одному из пространственных направлений должны укладываться в рамки диапазона 1…110 нм. Схема подобной классификации изображена на рис. 4.

Рисунок 4. Классификация наноматериалов по размерным параметрам.
Как видим, наноматериалы, исходя из размерных критериев, подразделяются на 4 категории.
В состав 1-й категории включены твердотельные ультрадисперсные материалы, чьи размеры по одной, двум или трем направлениям составляют ≤110 нм.
К данной категории причисляют материалы в виде:
- нанопорошков из наноразмерных частиц;
- нановолокон;
- нанотрубок;
- тончайших нанопленок, имеющих толщину ≤110 нм.
Данные материалы состоят из одного или нескольких структурных элементов (нанопорошки) или слоев (нанопленки).
Ко 2-й категории относят микроизделия, в структуре которых представлено значительно большее количество элементов размерами 1,1 мкм…1,1 мм, а именно:
- нанопроволоку;
- наноленту;
- нанофольгу.
Наноизделия в составе 3-й категории – это материалы поликристаллической структуры, достаточно массивные и объемные, чьи размерные параметры близки к границе макродиапазона (> 1,01 мм). Они состоят из значительного количества нанокристаллитов с размерами зерен 1…110 нм.
Данная категория материалов, в свою очередь, подразделяется на две подкатегории.
В 1-ю подкатегорию включена группа имеющих однородную микроструктуру материалов, структурные характеристики и химсостав которых могут изменяться лишь на атомарном уровне.
Это, в частности, материалы в виде:
- стекол;
- гелей;
- перенасыщенных твердых растворов.
Ко 2-й подкатегории причисляют материалы с неоднородной микроструктурой (из различных по структуре и химсоставу наноэлементов). Данная группа многофазных материалов представлена, главным образом, сложными металлическими сплавами.
4-я категория – это категория композитоструктурных соединений с макроматрицей и наполнителями из наноматериалов. При этом компонентами могут быть материалы 1-й или 2-й категории.
Кроме размерного, имеются и другие подходы к классифицированию наноматериалов.
Так, в частности, в последние десятилетия все болльшую популярность обретает т. наз. классификация по Глейтеру, где наноматериалы распределяются по фазам и химсоставу (рис. 5).
Рисунок 5. Классификация по Г. Глейтеру.
Здесь наноматериалы по химсоставу классифицируются на однофазные и многофазные. Первые, в свою очередь, подразделяются на группы статических (с идентичными/неидентичными границами разделяемых поверхностей) и матричных. Одновременно все материалы могут иметь пластинчатую, столбчатую или равноосную структуру. Наиболее распространенными являются группы одно- и многофазных объектов столбчатого и многослойного типа структур.
Следует также упомянуть и о двухбазисной классификации наноразмерных структур (рис. 6).
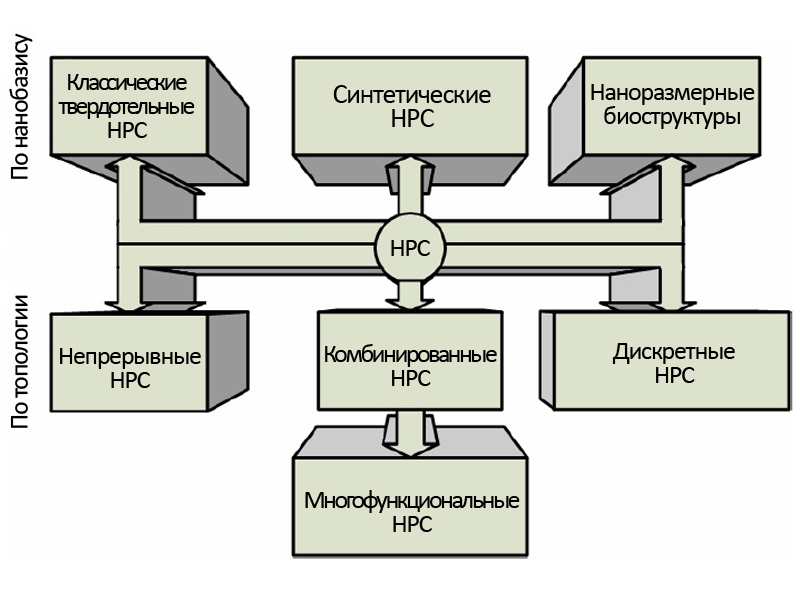
Рисунок 6. Двухбазисная классификация НРС.
В данном случае НРС по типу нанобазиса подразделяют на категории классических твердотельных, синтетических и наноразмерных биоструктур, а по топологическому принципу – на непрерывные, дискретные с прерывистой структурой и комбинированные (в т.ч. многофункциональные).
1.4. Нанопорошки: особенности и получение
Ведущее место среди всех известных наноматериалов принадлежит нанопорошкам, или, как их еще называют, ультрадисперсным порошкам (рис. 7).
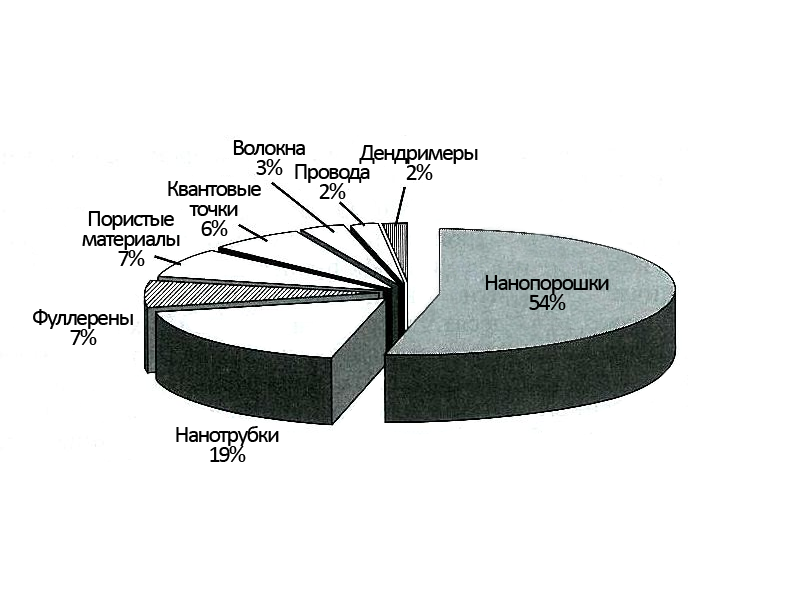
Рисунок 7. Место ультрадисперсных порошков среди наноматериалов.
К категории нанопорошков причисляют порошки, размер зерен которых не превышает 110 нм.
На сегодняшний день уже созданы и описаны различные по составу типы нанопорошковых систем на базисе Fe, Ni, Co, Cu, Ag, Au, W, Mo; Ti, а также оксидных, нитридных, карбидных и прочих химических соединений.
Главная отличительная особенность нанопорошковых структур состоит в том, что они, являясь автономной группой наноматериалов, в то же время могут быть использованы как исходные сырьевые компоненты для получения объемных компактируемых наноразмерных структур (НРС), таких, в частности, как твердые сплавы, нанокерамика и нанокомпозиты.
По мере измельчения порошков от грубодисперсного до ультрадисперсного состояния кардинально изменяется целый ряд их физико-химических и физико-механических характеристик. Именно наличие данного фактора явилось причиной выделения нанопорошков в обособленную группу диспергированных структур, практическое использование которых обуславливает возникновение широчайшего потенциала в сфере разработки инновационных технологий, создания принципиально новых материалов и оборудования.
1.4.1. Методы получения нанопорошков
В технологическом отношении методы получения нанопорошковых материалов условно подразделяют на 2 группы:
- методы создания нанопорошков;
- методы создания компактированных нанопорошковых материалов.
Всем методам создания микродисперсных порошковых материалов присущи определенные характерные особенности, регламентирующие их отличие от соответствующих макротехнологий.
В частности, процессы создания наноразмерных порошковых структур характеризуются:
- интенсивным образованием точек зарождения зерен при незначительной интенсивности их роста;
- максимальными размерами зерен, не превышающими 110 нм;
- узостью пределов распределения зерен по размерным параметрам;
- неизменностью размерных границ;
- воспроизводимостью фазо- и химсостава зерен.
Размер зерен порошковых НРС, сообразно методам создания и особенностям технологического процесса, может варьироваться в пределах 5…110 нм. Обобщающими особенностями частиц всех без исключения нанопорошков является их способность к агрегатированию и агломерации.
Перечислим наиболее востребованные способы создания и компактирования порошковых нанодисперсий.
Способ конденсации с последующим осаждением Применение этой технологии наиболее распространено, поскольку переход исходной субстанции в газоагрегатную фазу (пар) под воздействием мощных энергоисточников с последующим осаждением наночастиц легко контролировать, в особенности если для этого применяются камеры (вакуумные либо насыщенные He, Ar, Xe и другими инертными газами). Контроль же, в свою очередь, обеспечивает возможность соблюдения строгих требований в отношении чистоты создаваемых порошковых ультрадисперсий.
Сообразно тому, какой характер носит процесс испарения, данный способ можно осуществлять, используя различные технологии.
Метод термоиспарения предусматривает нагревание подлежащей испарению исходной субстанции в огнеупорных тиглях. Нагрев может осуществляться с применением таких высокомощных энергоисточников, как электродуговые, электроннолучевые, индукционные, плазмолазерные и др. Зерна осаждаемых металлических и неметаллических нанопорошков в этом случае, как правило, имеют сферическую либо ограненную конфигурацию.
Важнейшее достоинство метода – возможность получать химически чистые ультрапорошковые дисперсии, где зерна распределяются в узких размерных «коридорах»; основным недостатком можно считать относительно медленное протекание процесса.
Процессы получения ультрадисперсных порошков способами конденсации и термоиспарения схематично показаны на рис. 8.
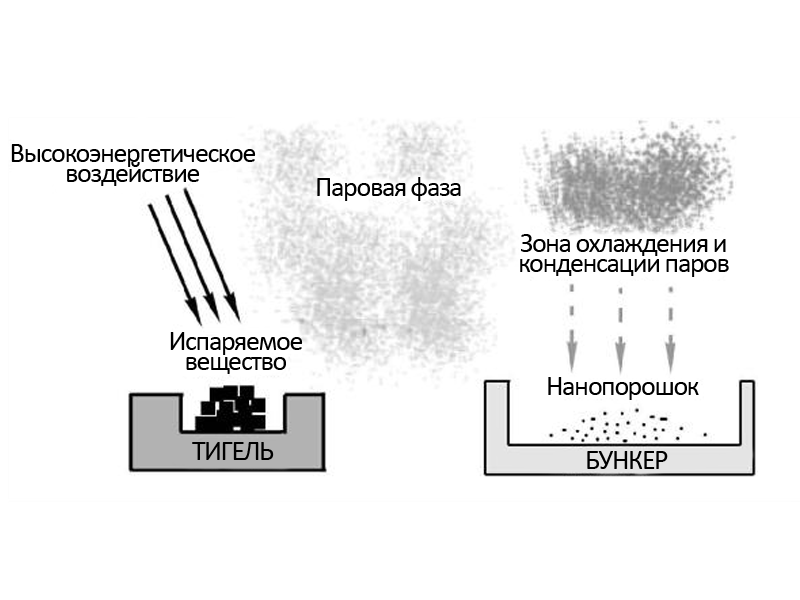
Рисунок 8. Получение ультрадисперсных порошков способами конденсации и термоиспарения.
Метод взрывоиспарения, когда процесс носит взрывной характер и протекает с почти мгновенным генерированием мощного энергоимпульса. С помощью данного метода осуществляют получение высокочистых нанопорошков с зернами правильной сферической формы диаметром 5,5…10,5 нм, в т. ч. из химически активных и термостойких исходных компонентов. Основными недостатками являются высокая энергоемкость, а значит, и недостаточная экономическая эффективность. На рис. 9 представлено фото ультрадисперсного NiO, созданного посредством электровзрыва.
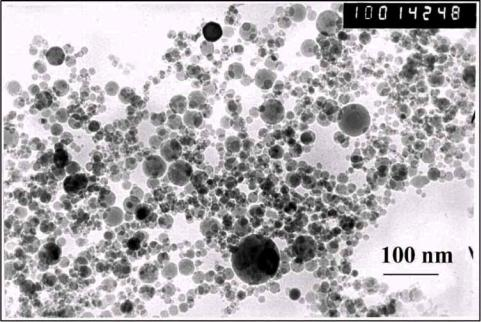
Рисунок 9. Нанопорошок NiO, полученный методом электровзрывного испарения.
Довольно распространенной является технология получения нанопорошков посредством т. наз. метода струйной левитации, когда процесс испарения металла происходит в среде мощной инертногазовой струи (рис. 10).
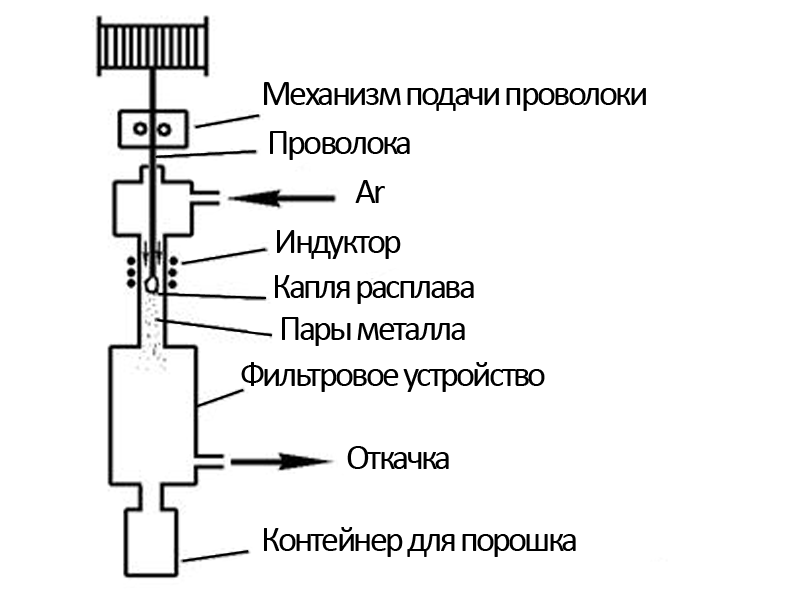
Рисунок 10. Получение микродисперсных порошков испарением металла в струе инертного газа.
Металлическая/металлоидная проволока поступает в индуктор с инертным газом (Ar), где в результате нагрева под воздействием магнитного поля высокой частоты ее кончик расплавляется и обретает форму капли. Расплав, испаряясь, преобразуется в пар, «разбавленный» интенсивным газовым потоком. Затем образовавшаяся газовопаровая фаза охлаждается и конденсируется в виде металлической пыли тончайшей наноразмерной дисперсии – нанопорошка.
Размерные параметры образуемых наночастиц обратно пропорционально зависят от интенсивности газового потока. По мере повышения интенсивности уменьшаются в пределах 510…11 нм. При этом одновременно минимизируется степень рассеивания частиц. Посредством левитациолнно-струйного метода получают, в частности, ультрадисперсные порошки сурьмы и марганца.
Плазмохимический метод. Здесь функцию энергоисточника выполняет низкотемпературная плазма. Базовым сырьевым компонентом служит проволока из металлов/металлоидов и химсоединений на их основе. В силу того, что Т° плазмы может доходить до 12000 К, а интенсивность взаимодействия весьма высока, практически все исходные компоненты почти мгновенно преобразуются в пар с последующим конденсированием частиц нанопорошка, характеризуемых правильностью форм и размерными параметрами 11…210 нм. Наивысший температурно-мощностный режим обеспечивается в установках с дугоплазмотронами, а самые химически чистые порошки стабильной ультрадисперсной структуры образуются при помощи СВЧ-плазмотронов. В активных углеродистых, кислородных и азотистых средах методом плазмохимического синтеза можно получать карбидные, нитридные, боридные, оксидные, а также поликомпонентные нанопорошки, в т.ч. порошки фуллеренов.
Группа химических методов – это технологии получения нанопорошков, основанные на химреакциях, в которые вступают соединения исходных компонентов. Заключенные в реактор соединения подвергаются терморазложению с выпадением наночастиц в виде твердого осадка. Базовым сырьем служат группы галогенидов (чаще всего хлоридов) металлов, алкильных соединений, карбонидов или оксихлоридов.
Размерные параметры образующихся наночастиц могут регулироваться варьированием температурных характеристик и скорости образования осадка. Посредством таких технологий получают ультрадисперсные порошки Si, B, оксидов Ti, Zr, Al, нитридов, карбидов и карбонитридов Si, а также диборида Ti с частицами размером 22…610 нм.
Золь-гель метод – специальная технологическая разработка для создания оксидной нанокерамики.
Последовательными этапами протекания золь-гель процесса являются:
- стадия создания исходных алкоксидных растворов;
- стадия их каталитического взаимореагирования с начальным гидролизом;
- стадия конденсационной полимеризации;
- стадия последующего гидролиза с образованием конечной продукции.
Конечной продукцией золь-гель синтеза становятся оксидные полимеры в виде гелей, которые искусственно старят, промывают, высушивают и подвергают термической обработке. Достоинства метода – возможность создания высокочистых нанопорошков с частицами однородной структуры, а недостаток – сложная конструкция и дороговизна применяемого оборудования.
Метод компактирования объединяет в себе ряд технологий создания из нанопорошков готовых изделий. Компактирование обычно осуществляется в 2 этапа – прессованием и спеканием, хотя существует ряд методов, где эти две стадии объединяются.
Методы прессования. Микродисперсные порошки чаще всего прессуют с применением одноосной технологии, которая обрела широкую популярность благодаря повсеместному использованию при формовании макроструктурных порошков.
Получили распространение такие ее разновидности, как:
- способ статического прессования с применением пресс-форм;
- способ динамического прессования (с применением магнитоимпульсного и взрывного методов);
- способ холодной штамповки;
- способ ультразвукового вибропрессования.
Для создания формовок высокой плотности из нанопорошков применяют способ изостатического прессования, заключающийся во всестороннем сжатии исходного порошка, засыпанного в деформируемый контейнер. Создаваемые таким путем формовки имеют почти одинаковую плотность во всем объеме при отсутствии анизотропии свойств. Недостатками метода считаются конструкционная сложность применяемой аппаратуры а также возможность погрешностей при контроле точности размерных параметров формовок.
Метод спекания под давлением заключается в фактическом объединении в одну фазу этапов формовки, что позволяет достичь высоких показателей плотности без увеличения температуры нагревания.
Наиболее простым в техническом отношении является способ спекания с одновекторным приложением силы давления. Так, при спекании нанопорошка Fe под давлением ≤ 410 МПа Т° спекания, при которой показатель пористости является минимальным, понижается от 720 до 360°C, а Ø зерен в изделиях – от 1,3 мкм до 82 нм. Металлические нанопорошки спекают в вакуумной или восстановительно-газовой среде.
Более современной и универсальной технологией совмещения воедино стадий формования и спекания является метод горячего изостатопрессования (ГИП) с применением специальных установок – газостатов, где рабочее давление может достигать 320 МПа, а температура – 2200°C.
Еще одной распространенной технологией является высокотемпературная газовая экструзия, когда формовку, полученную путем гидростатического прессования, подвергают термообработке в водородной восстановительной среде при относительно невысокой температуре, а затем – экструдированию в повышенном температурном режиме. Применение данного метода обеспечивает возможность компактирования нанопорошков при непродолжительном воздействии высоких температур.
Известен также ряд способов создания порошковых наноматериалов, в основу которых заложен такой технологический процесс, как интенсивная пластическая деформация (ИПД), осуществляемый в условиях относительно низких температур и высокого давления. Такие условия применения деформационных воздействий позволяют эффективно и быстро измельчать частицы макроструктурных металлопорошков до наноразмерных параметров.
Наиболее популярны такие ИПД-технологии, позволяющие создавать объемные малопористые наноматериалы, как скручивание заготовки в условиях высокого давления и равноканальное прессование под углом 90° (рис. 11).
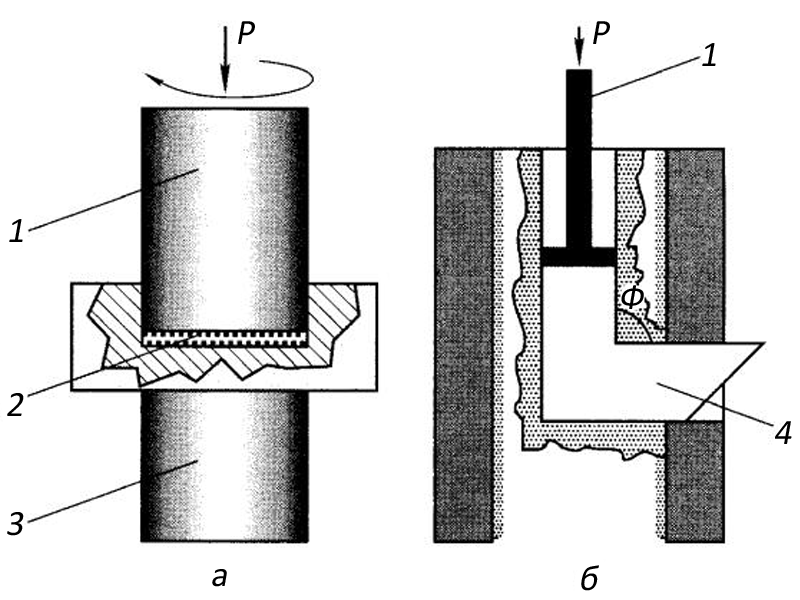
Рисунок 11. Основные методы ИПД: а – скручивание заготовки в условиях высокого давления, где 1,3 – верхний подвижный и нижний неподвижный пресс-бойки, а 2 – подвергаемая обработке заготовка; б – равноканальное прессование под углом 90°.
Метод скручивания заготовки в условиях высокого давления базируется на принципе наковален, когда помещенная между пресс-бойками гидропресса дисковидная заготовка, имеющая обычно Ø 12…22 мм и толщину 0,25…0,56 мм сжимается под давлением в несколько ГПа. При вращении верхнего подвижного бойка под воздействием сил поверхностного трения в заготовке происходит деформация сдвига. Структура материала заготовки начинает измельчаться уже после деформирования на четверть оборота и после 2-3 оборотов полностью трансформируется в ультрамелкозернистую с номинальным размером частиц 120…220 нм, в зависимости от химсостава обрабатываемого материала и условий деформирования – силы давления, температурного режима, скорости процесса и прочих значимых факторов.
Применение метода равноканального прессования под углом 90° позволяет создавать изделия более крупного масштаба, могущие достигать 70 мм в Ø и до 250 мм в длину. Данная технология также основывается на деформации сдвига, но уже путем не скручивания, а многократного продавливания исходного материала сквозь пару пересекающихся под прямым углом каналов специальной оснастки, круглые поперечные сечения которых имеют равные диаметры. Процесс, в зависимости от свойств деформируемого материала, может протекать даже в условиях комнатной температуры. Формируемая ультрадисперсная структура имеет нанозерна, размерные параметры которых могут варьироваться в пределах 220…520 нм.
В настоящее время разрабатываются и иные методы ИПД, например, путем всесторонней ковки и специальной прокатки.
1.5. Нанопористые материалы
Нанопористыми называют материалы пористой структуры с размером пор, варьируемым в нанометровом диапазоне 1…110 нм. (рис. 12)
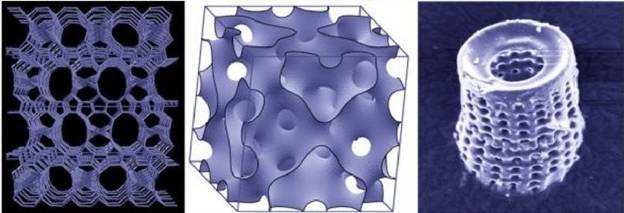
Рисунок 12. Наноструктурные пористые материалы
Формально категорию нанопористых материалов можно отнести к классу нанокомпозитов, где поры выступают в качестве 2-й фазы, распределяемой по объему матрицы.
Значительное количество мельчайших поровых канальцев с поперечным размером от 0,35…0,45 нм до нескольких мкм придает материалам нанопористой структуры особые физические свойства.
В соответствии с размерной классификацией Международного химического союза (ИЮПАК) все нанопористые материалы по номинальному Ø пор (R) условно подразделяют на классы:
- микропористых (R < 2,1 нм);
- мезопористых (R 2,1…50,1 нм);
- макропористых (R >50,1 нм).
Класс микропор, в свою очередь, имеет следующие подклассы:
- супермикропоры (R 0,71…2,1 нм);
- ультрамикропоры (R 0.61…0,71 нм.).
По основному материалу и применяемым способам получения выделяют классы следующих основных нанопористых структур:
- керамических;
- металлических;
- полупроводниковых;
- полимерных;
- биологических.
Технологии производства пористых наноматериалов могут быть различными. Наиболее распространенными из них являются:
- метод гидротермального синтеза;
- золь-гель метод;
- методы электрохимического получения;
- метод обработки карбидов хлором и некоторые другие.
Изделия из поропроницаемых наноматериалосв находят применение в качестве фильтрующих элементов для механической очистки газовых и жидкостных сред, их аэрации, разделения, нагрева/охлаждения, обогащения, дозирования, регенерации и др.
Химическая, металлургическая, фармацевтическая и биотехнологическая промышленные отрасли сегодня не обходятся без применения едва ли не самых востребованных искусственных пористых наноструктурных алюмосиликатов – цеолитов, для получения которых используют специальные глины (рис. 13).

Рисунок 13. Цеолиты
На одной из технологических стадий материал подвергают специальной термической обработке с целью придания ему трехмерной нанопористой структуры со сквозными канальцами. При этом Ø пор может составлять 0,12…10,2 нм, в зависимости от количества атомов О в формирующих цеолиты цикличных кластерах. Это обуславливает возможность целевой «настройки» материала, обеспечивающей его способность поглощать те или иные молекулы либо осуществлять расщепление смесей в фильтрах мембранного типа.
Оптимизировать свойства нанопористых материалов невозможно без контроля структуры пор. Так, например, технология производства этилена с применением в качестве носителя Ag-катализатора пористого Al2O3 (оксид Al) требует наличия в нем макропор с минимальными размерными отклонениями. Еще одним распространенным видом практического использования нанопористого Al2O3 является процесс керамомебранной микрофильтрации. Однако типичные керамомембраны, изготавливаемые методом спекания ультрадисперсного порошка Al2O3, характеризуются малой проницаемостью из-за невысокой степени пористости. Поэтому высокопроницаемые мембранные фильтры создаются с задействованием золь-гель-поликонденсации или путем химического осаждения из паровой фракции – методами, используемыми, главным образом, в нанотехнологиях. Практическая значимость нанопористых веществ обусловлена как гиперактивностью за счет высокой удельной площади поверхности, так и возможностью сочетания с находящимися в мезопорах наночастицами. Их широко используют при изготовлении катализаторов для выхлопных систем ДВС, в разделении по фракциям нефти и других сложных жидкостей, в системах вентиляции и водоочистки, в различных энергосберегающих устройствах и т.д.
Наноструктурные покрытия
Нанесение на металлические поверхности защитно-восстановительных термобарьерных, износостойких, коррозионностойких и наноструктурированных покрытий (НСП) широко применяется с целью продления ресурса эксплуатации оборудования и аппаратуры в различных промышленных отраслях, включая нефтегазовую, горнодобывающую, авиационную, атомную, турбинную, перерабатывающую, машиностроительную, металлургическую, строительную и др.
Разработка и внедрение инновационных технологий в сфере создания и нанесения наноструктурных покрытий позволяет:
- придавать изделиям качественно новые уникальные эксплуатационные свойства, достижение которых иными методами не представляется возможным;
- достичь значительного экономического эффекта за счет снижения себестоимости продукции и энергосбережения;
- реализовывать стратегию импортозамещения, что особенно важно в условиях существующих экономических санкций.
Вот лишь некоторые примеры практического применения функциональных и защитных НСП.
В авиации:
- термозащита валов и лопаток турбин путем нанесения термостойких композитных НСП;
- нанесение износо- и коррозиестойких, твердосмазочных и других защитных нанопокрытий на детали авиадвигателей и элементы авионики;
- нанесение антиобледенительных НСП на поверхности корпусов, крыльев, лопастей воздушных винтов и т.д.;
- нанесение НСП взамен дорогостоящего и материалоемкого гальванического хромирования на компоненты шасси и гидроприводов летательных аппаратов;
- антикоррозийная защита топливных баков, других функциональных емкостей;
- антикоррозийная защита металлоконструкций объектов аэродромного хозяйства.
В машино- и двигателестроении:
- нанесение многокомпонентных антикоррозийных, термостойких, износостойких НСП на детали газорапределительного механизма и цилиндро-поршневой группы ДВС для повышения моторесурса;
- нанесение твердосмазочных, антисхватывающих, шумопоглощающих НСП на зубья шестерен и детали подшипников трансмиссионных и редукторных механизмов.
В атомной промышленности:
- нанесение многослойных композитных радиопоглощающих НСП на детали ядерных реакторов;
- антикоррозийные защитные НСП внутренних поверхностей крупногабаритных емкостей в инфраструктуре АЭС.
Другие отрасли:
- нанесение упрочняющих НСП на рабочие кромки металлорежущего, породоразрушающего и бурового инструмента;
- нанесение многокомпонентных антикоррозийных НСП на детали оборудования для химической промышленности;
- нанесение тончайших керамических нанопленок на внутренние поверхности труб и запорной арматуры, используемых при транспортировке агрессивных жидкостей;
- использование ультратонких керамопокрытий при изготовлении кабельно-проводниковой продукции, имеющей высокие электроизоляционные характеристики и значительный потенциал электропрочности.
1.6.1. Технология нанесения НСП
Исходными базовыми компонентами для НСП служат нанопорошковые материалы, а также ряд наносуспензий и золь-гелей, которые, будучи внесенными в состав защитных пленок, позволяют модифицировать их структуру с макро- до микроуровня, обеспечивая наличие необходимых новых свойств.
К настоящему времени многими отечественными предприятиями уже освоен выпуск оборудования для нанесения нанопокрытий не только такими традиционными способами, как электродуговая металлизация и газоплазменное напыление, но и новейшими физико-химическими методами, основные из которых представлены в табл…
Таблица 1. Современные методы создания наноструктурных пленок на базисе тугоплавких соединений
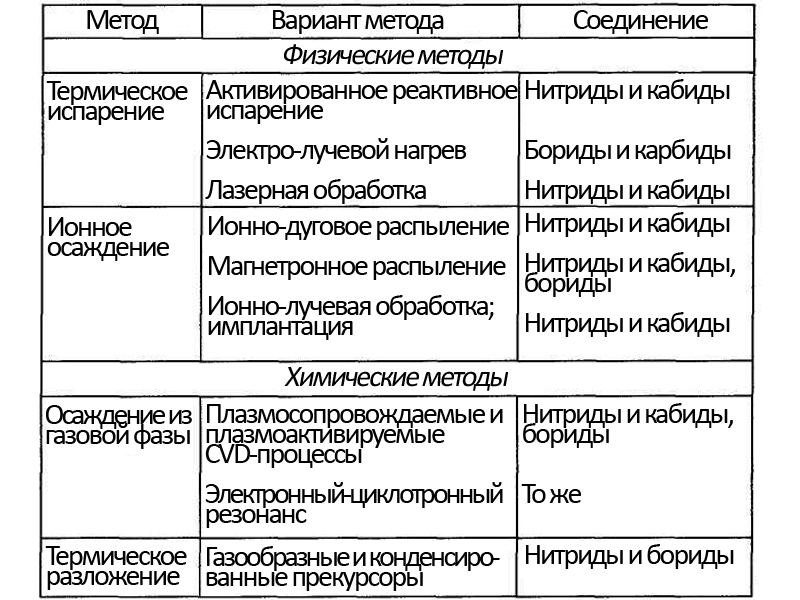
К настоящему времени в сфере технологических разработок по созданию и нанесению функционально-защитных НСП все чаще используются и такие новейшие методы, как добавление в состав сплава твердой аморфной фазы для минимизации размерных параметров структуры кристаллитов, нанесение полислойных НСП с наличием перемежающихся нанослоев, формирование нанопленок путем модификации напыляемых покрытий ионно-плазменным потоком с регулируемой энергетикой (т.наз. ионное асистирование) и другими способами, позволяющими осуществлять производство продукции новейших поколений с качественно оптимизированным соотношением параметров «стоимость/качество».
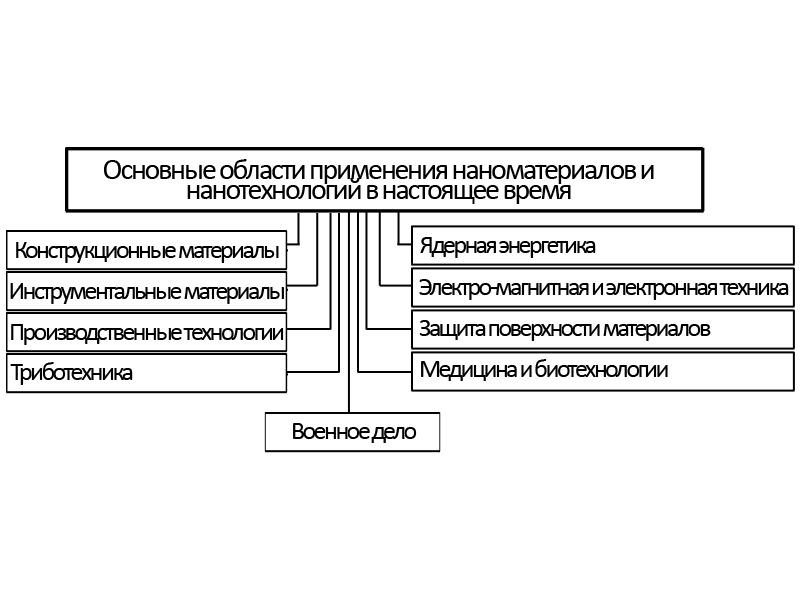
1.7. Практическое применение наноматериалов
Основные сферы применения наноматериалов приведены в табл…
Таблица 2. Основные сферы применения наноматериалов
Рассмотрим основные группы наноматериалов различного практического назначения.
Группа пористых наноразмерных структур (НРС). Широкая номенклатура катализаторов, красителей, пористых сред, в т.ч. фильтров, химических энергоисточников и сенсоров – едва ли не самая востребованная продукция, получаемая с применением наноматериалов пористой структуры в химической и ряде других промышленных отраслей. Пористые НРС используют также при диффузионном разделении изотопов и сложных газовых смесей, составляющие которых различаются по молекулярной массе. Размерные параметры пор могут варьироваться в диапазоне 0,45 – 1,55 нм.
Группа наноматериалов, характеризуемых наличием специальныъх физических свойств – достаточно представительная группа НРС, с применением которых изготавливают магнитомягкие и магнитотвердые изделия; проводники, полупроводники и диэлектрики; широкий спектр комплектующих для лазерной, приборостроительной, контрольно-измерительной, электронно-вычислительной, атомной и других отраслей.
Группа магнитных наноматериалов. В последние десятилетия методом контролируемого преобразования аморфных структур в кристаллические были получены магнитомягкие материалы нового класса, обладающие статическими и динамическими свойствами более высокого уровня, нежели сходные по химсоставу макроструктурные материалы аналогичной сферы применения. Это, в частности, наносплавы на базисе Fe – Si – В с незначительными включениями Nb, Cu, Zr.
Группа нанопроводников отличается сочетанием высоких значений электропроводности/механопрочности. Особенно значимой в данном отношении является категория проводочных нанокомпозитов типа Сu–Nb, изготавливаемые методом совокупного холодного волочения прутков из данных материалов. Финишной продукцией является нанокомпозит Сu–Nb (18,2 мас. %) с номинальным Ø ниобиевых волокон ≈ 110 нм; имеющий прочность растяжения до 1,3 МПа, и электропроводность до 70 % в сравнении с тем же параметром чистого Сu.
Группа нанополупроводников. В процессе перехода полупроводниковых материалов от макро- к наноструктурам происходят сдвиг люминесцентных спектров в коротковолновый диапазон, расширение запретной зоны и прочие явления, весьма значимые в плане технического приложения. Так, например, композиты с полимерными матрицами и наполнителем из монокристаллических наночастиц CdSe могут быть использованы в производстве светодиодов, переключателей и сенсоров для лазерной аппаратуры.
Группа наноматериалов для атомной промышленности. Наноструктурированный пористый Ве используется в производстве тритийвоспроизводящих модулей бланкетов в установках для управляемых термоядерных реакций. Очень востребованы также устройства для отражения и размножения нейтронов из нанобериллия со степенью пористости 25…35 %. Нанокристаллические структуры, характеризуемые обилием способствующих удалению продуктов облучения поверхностей раздела, могут быть использовании при создании ТВЭЛов для атомных реакторов.
Группа наноматериалов медицинского, сельскохозяйственного и экобиологического назначения. Эффективное решение задач в системе здравоохранения невозможно без интенсивной разработки современных биоматериалов, в т.ч. обладающих наноразмерными параметрами. Такие материалы применяются, в частности, при создании:
- хирургического и диагностического оборудования;
- лекарственных веществ и биодобавок;
- искусственных компонентов для трансплантологии;
- минеральных и органических удобрений;
- защитных средств от оружия массового поражения.
Общее значение материаловедческих и технологических разработок по созданию и практическому применению наноструктурированных материалов трудно переоценить: их роль во всех сферах жизнедеятельности становится все более значимой буквально день ото дня.
2. Самораспространяющийся высокотемпературный синтез (СВС)
2.1. Общее понятие об СВС
В нормальных атмосферных условиях процесс горения являет собой проходящую с выделением тепловой и световой энергии экзотермическую химическую реакцию окисления того или иного горючего материала. Окислителем чаще всего выступает кислород (О2), а горючим материалом, или просто горючим – углерод (С) и углеродосодержащие вещества. При горении образуется факел пламени – огонь, в котором и сгорает смесь газа-окислителя с перешедшими в газообразное состояние частицами горючего. Вот почему данный классический процесс называют газопламенным горением.
Однако, как было установлено группой ученых из бывшего СССР еще в 1967 году, процесс горения может протекать и в иной форме, без образования огненного факела, когда твердое горючее вещество сгорает при высокой температуре, не переходя в газовый агрегатный фазис. Такая реакция безгазового горения, в ходе которой как базовые реагенты, так и финишные продукты пребывают в неизменно твердой фазе, был назван твердопламенным горением, или «твердым пламенем».
В реакцию твердопламенного горения вступают только тугоплавкие порошковые материалы, поэтому ее протекание возможно лишь в условиях высоких температур. Промышленная значимость данного процесса заключается в том, что его конечными продуктами являются химические вещества, также тугоплавкие, но характеризуемые целым рядом уникальных полезных физико-химических свойств, которыми не обладает ни один из исходных реагентов. Еще одной примечательной особенностью твердопламенного горения является его автоволновой характер: теплопередача, а значит, и синтез конечных продуктов реакции, происходит последовательно, самостоятельно распространяясь от слоя к слою исходной шихты. Отсюда и в наибольшей степени отражающее суть процесса его официальное название – самораспространяющийся высокотемпературный синтез, или, сокращенно, СВС.
СВС – явление недавно открытое и, в силу относительной новизны, во многом еще не изученное. Тем не менее, с применением метода СВС уже синтезировано множество промышленно ценных уникальных продуктов, те или иные виды которых находят практическое применение в самых разных производственных и потребительских сферах.
2.2. Сущность процесса СВС
Сущность явления СВС состоит в следующем: за счет тепловой энергии, генерируемой в ходе химической реакции, последовательно разогреваются соседствующие слои исходной шихты, формируя, таким образом, фронт спонтанно распространяющегося по веществу «твердого пламени». Скорость горения при этом может составлять от 0,55 до 15,5 см/сек. По мере распространения фронта синтезируются раскаленные и постепенно остывающие конечные продукты реакции СВС, представляющие собой целый ряд ценных в промышленном отношении новых тугоплавких соединений. Принципиальная схема процесса СВС и показана на рис. 14.
Рисунок 14. Высокотемпературный синтез в режиме волнового «твердопламенного» горения.
2.3. Реакции СВС
Нормальный ход реакций СВС возможен лишь в экзотермическом режиме. По своему характеру это, главным образом, реакции присоединения. Нередко процесс может сопровождаться выделением O2, CO2, или H2O в парообразном состоянии.
Чаще всего в СВС-процессах бывают задействованы исходные реагенты в виде тонкодисперсной порошкообразной шихты спрессованной или насыпной плотности.
Самыми распространенными типами реакций СВС являются:
- взаимореагирование простых элементов типа Al+Ni; Ti+C; Zn+S; Nb+C+N2 и др.;
- взаимореагирование между простыми элементами и соединениями более сложного состава типа Al+CrO3; KNO3+S);
- взаимореагирование между металлами и соединениями органического происхождения (Ti+гексамин);
- взаимореагирование между молекулами сложных неорганических (напр. оксиды металлов) и органических соединений.
В схематичной форме реакция СВС интерпретируется следующим образом: горючее + окислитель = конечные продукты + тепловыделение.
В качестве горючего могут выступать такие элементы, как, например, Ti, Zr, Hf, V, Nb, Та, Mo, W и т.д., окислителя — О2, N2, H2, С, В, Si, S, Se и т.д., конечных продуктов — соединения карбидной, боридной, силицидной, нитридной групп.
Необходимыми предпосылками инициализации СВС-процессов являются высокая теплотворная способность исходных реагентов и тугоплавкость конечных продуктов, которые в условиях высоких температур твердопламенного горения должны пребывать в твердом состоянии. В последние годы внимание ученых направлено на изучение и т. наз. «жидкого пламени» — разновидности процесса СВС, конечные продукты которого в условиях температуры горения являют собой жидкий расплав, затвердевающий по мере остывания.
Особенности протекания СВС-реакций могут различаться в зависимости от химсостава исходной шихты. Так, температурный режим может варьироваться в пределах 850…4500°С, а скорость протекания — от одной сотой до нескольких сотен см/с (рис. 15).
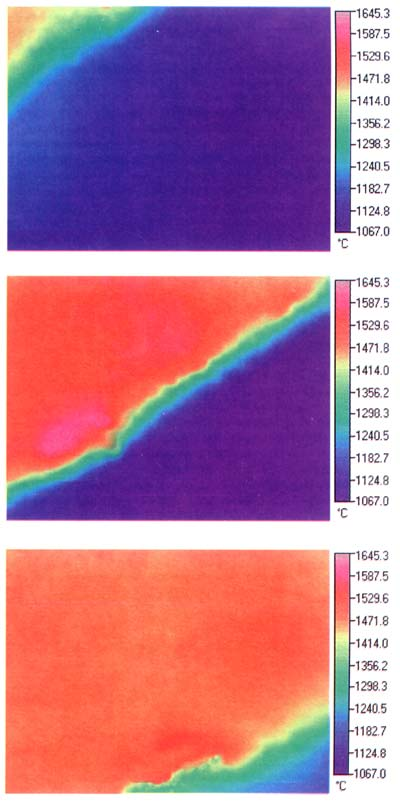
Рисунок 15. Ряд спектров свечения в ходе СВС (с интервалом ≈ 0,33 с): La0, 6Ca0, 4MnO3. (Т°max и скорость протекания реакции, соответственно, 1645°С и 3,56 см/с).
Таким образом, реакция СВС, будучи искусственно инициирована в начальной точке, затем спонтанно протекает в волновом режиме, когда синтез конечного продукта последовательно сосредотачивается в перемещающейся активной зоне. За доли секунды Т° горения возрастает до 1000°С и более, а в волне реакции образуются химически чистые структурно однородные вещества.
2.4. Технологии СВС
Сам по себе принцип технологии СВС предельно прост и состоит из 3 следующих основных этапов:
- I – подготовка и формование исходной шихты в режиме комнатной температуры;
- II – инициация экзотермической реакции путем поджига;
- III – послойное спонтанное протекание реакции «твердопламенного» горения с синтезом конечных промышленно ценных продуктов;
- IV – финишная переработка конечного продукта путем очистки, измельчения, рассева и других операций.
Последовательность этапов процесса СВС и образцы получаемых конечных продуктов представлены на рис. 16.

Рисунок 16. Последовательность этапов процесса СВС и получаемые конечные продукты.
Инициация процесса осуществляется путем внешнего точечного воздействия на поверхностный слой спрессованной шихтовой заготовки кратким тепловым импульсом мощностью 15-25 кал/см2 и температурой 1200-1500°С (обычно прикосновением раскаленной электрической спирали из вольфрама).
Новейшей технологической разработкой в области СВС является метод теплового взрыва. Его отличительной особенностью является не инициирование реакции путем поверхностного точечного поджига, а прогрев сформованной исходной шихты по всему объему до температуры, необходимой для начала химической реакции. При этом, в зависимости от того, каким образом соотносятся между собой определяющие параметры, точка температурного максимума образуется либо в центральной части заготовки, либо ближе к поверхности, индуцируя мгновенное возгорание (тепловой взрыв) всего объема исходного вещества, которое практически мгновенно преобразуется в конечный продукт.
2.4.1. Преимущества СВС-технологий
К настоящему времени можно выделить следующие основные преимущества СВС-технологий в сравнении с традиционной электрометаллургией:
- незначительная энергоемкость: не возникает потребности в значительных энергозатратах, поскольку протекание процесса осуществляется за счет внутреннего энергетического потенциала исходных реагентов;
- СВС-процесс характеризуется высокой производительностью, главным образом вследствие того, что синтез протекает в режиме короткого промежутка времени (от 1 до 80 секунд) и высокой скорости, в десятки раз превышающей величину данного параметра в аналогичных техпроцессах;
- экономичность: вследствие дешевизны исходных реагентов (например, оксиды металлов) и применяемого оборудования получаемая продукция отличается малой себестоимостью. Кроме того, весьма значимым достоинством СВС-процессов является их безопасность:
- благодаря подбору исходных реагентов в строго регламентированных стехиометрических соотношениях в ходе реакции не образуется побочных газов, что делает процесс взрывобезопасным;
- экологическая нейтральность: технологии самораспространяющегося высокотемпературного синтеза не наносят ущерба окружающей среде.
2.4.2. Практическая значимость технологий СВС
Открытие явления СВС позволило во многом изменить и кардинально расширить горизонты традиционных представлений о процессе горения, благодаря чему возникло новейшее направление в науке – структурная макрокинетика.
Посредством СВС удалось получить большое количество инновационных материалов, которых сегодня насчитывается уже несколько тысяч наименований. Это преимущественно боридные, карбидные, нитридные, сульфидные, силицидные, оксидные, гидридные, интерметаллидные и некоторые другие неорганические тугоплавкие композиции. Сравнительно недавно методом СВС стали получать также материалы органического генеза.
Наличие у таких материалов множества полезных свойств (термостойкость, высочайшая прочность, электро- и теплопроводность, устойчивость к износу и многие другие) обусловило возможность применения изделий из них во многих промышленных отраслях. Металлорежущий и абразивный инструментарий, огнеупорные ферросплавы и ферромагнетики, промышленная керамика, изоляторы, полупроводники, проводники и сверхпроводники, футеровочные панели для доменных и мартеновских печей, функциональные покрытия, твердые смазки, различные герметики и клеи, медицинские имплантанты – вот лишь небольшая часть широчайшего спектра практического использования СВС-материалов, который неуклонно ширится, обогащаясь все новыми инженерными разработками.
Особенно перспективным является применение метода СВС с целью непосредственного получения компактированных изделий с набором заданных эксплуатационных свойств. Воздействуя различными способами на процесс твердопламенного горения синтезируют группу уникальных безвольфрамовых инструментальных материалов, незаменимых при изготовлении активных поверхностей металлорежущего инструмента, прокаточных валков, штампов, пресс-форм, буров, шарошек, лопаток турбин и т. п. Оригинален способ СВС-сварки, позволяющий получить исключительно прочные соединения таких тугоплавких металлов, как W, Mo, Nb, Та и др. Используя методы СВС, выполняют также модификацию поверхностей различными по химсоставу и назначению защитными покрытиями.
2.5. СВС наноматериалов
Получение ультрадисперсных материалов на базе порошковых миксов
СВС-процессы характеризуются протеканием твердопламенного горения в диффузионном режиме. В ходе взаимодействия пары твердых реагентов на зернах одного из них происходит нарастание сплошного разделительного слоя синтезируемого конечного продукта. Скорость реакции при этом определяется характером диффундирования второго реагента сквозь толщу разделительного слоя. Поскольку же общий удельный объем частиц в составе разделительного слоя продолжает оставаться почти неизменным, размерные характеристики зерен нового продукта, образующихся на границе раздела, мало чем отличаются от аналогичных параметров зерен исходных реагентов. Вследствие высокого диффузионного сопротивления контактирующих межзеренных поверхностей практически не наблюдается и рекристаллизация зерен. А это, в свою очередь, означает, что для получения наноразмерных конечных продуктов методом СВС требуется использование наноразмерных исходных реагентов.
2.5.1. Газофазный СВС для получения наночастиц
Особую промышленную значимость имеет т. наз. газофазный СВС-процесс с применением в качестве исходного реагента различных газовых смесей и образованием финишной фракции в форме конденсируемых наноструктур. Мельчайшие частички продукта, вступая в реакцию, срастаются и постепенно укрупняются, образуя своеобразные «зародышевые гнезда». Такие «гнезда» увеличиваются до тех пор, пока исходные реагенты полностью не преобразуются в синтезируемый продукт. Процесс можно прекратить искусственным путем на любой стадии синтеза, расширив объем реакционной газовой смеси, подвергнув ее быстрому остыванию (закалке) и регулируя, таким образом, размерные характеристики частиц осаждаемого конденсата до необходимых нанопараметров. Остывая, синтезируемые наночастицы твердеют и выпадают в виде нанопорошков, используемых в различных промышленно-технологических целях, в частности, для плазменного нанесения функциональных пленочных нанопокрытий на металлические и неметаллические поверхности.
2.6. Актуальность
По мере научного изучения сути и особенностей СВС расширяется и спектр его возможностей. Разрабатываются и внедряются все новые СВС-технологии, обуславливая возможности получения ценнейших инновационных продуктов с уникальными физико-химическими свойствами. Таким образом, можно с уверенностью констатировать, что метод СВС является весьма перспективным и его ожидает большое будущее.
