Общее определение, габариты, свойства
Трубы из Ti и его сплавов имеют вид полых профилей различных сечений и диаметров (рис. 1).

Рисунок 1. Титановая проволока в бухтах
Наличие тех или иных уникальных свойств титановых полуфабрикатов данной разновидности обусловлено их химсоставом, методом изготовления и состоянием материала. Изделия относятся к категории дорогостоящих, а потому предназначены, главным образом, для применения в условиях экстремальных температур, агрессивных сред и высоких механических нагрузок.
Габариты
Важнейшими габаритными параметрами трубной продукции из титана являются длина и внутренний Ø, а также толщина стенок. Трубопродукцию из Ti, характеризуемую невысокими значениями Ø и толщины стенок, называют трубкой. К определяющим критериям причисляется также вес.
Трубы, классифицируемые, прежде всего, по критерию длины, могут быть:
- мерными;
- кратными мерной длине;
- немерными.
Изделия чётко подразделяют по соотношению размерных параметров. Так, например, горячекатаные бесшовные трубы внутренним Ø 83,01…480,01 мм имеют стенки толщиной 6,01…65,01 мм (ГОСТ 21945-76). Аналогичные показатели для холоднодеформированных труб, согласно ГОСТ 22897-86, составляют 5,81…130,01 мм и 0,51…8,51 мм соответственно.
Вес титановых труб зависит от длины, диаметра и толщины стенок. К примеру, вес изделия метровой длины при диаметре 25,1 и толщине стенки 2,01 мм будет составлять 660 г. А при такой же длине, диаметре 141 мм и толщине стенки 6,01 мм вес составит 11,37 кг.
Основные потребительские свойства
Трубная продукция относится к разряду титановых полуфабрикатов, имеющих наибольшую востребованность в различных промышленных отраслях. Это обусловлено сочетанием множества полезных качеств, важнейшие из которых – невысокая плотность, малый удельный вес, пластичность, устойчивость к коррозии и воздействию агрессивных химреагентов и углеводородов, биологическая инертность, низкий показатель теплопроводности, высокие характеристики свариваемости и некоторые другие уникальные качества, сохраняющиеся в широком диапазоне температур.
По способу производства титановые трубы могут быть как бесшовными, изготовляемые методами холодной и горячей обработки давлением, так и шовными, производимыми с помощью сварки из плоского листового проката.
Самыми надёжными являются цельнотянутые трубы, для производства которых используют монолитные литые цилиндрические заготовки-биллеты, имеющие круглое поперечное сечение. Такие трубы характеризуются наиболее высокими показателями прочности. Перед протяжкой на всем протяжении биллета строго по центру высверливается продольное отверстие требуемого диаметра, формирующее внутреннюю полость будущей цельнотянутой трубы.
Основной недостаток труб из Ti и сплавов на его основе – высокая себестоимость, которую формируют дороговизна материала и сложность технологий изготовления.
К числу недостатков данной продукции можно также отнести проблемный характер монтажа коммуникаций. Для прокладки трубопровода из титановых труб исключительное значение имеет верный расчёт основных габаритных параметров и функциональных значений применительно к конкретным условиям эксплуатации.
Регламентирующие промышленные стандарты
Размерные параметры, механосвойства, технические требования, условия поставок регламентированы нормативами:
- ТУ 1-5-132-78, ТУ 14-1У-1909-93, ТУ 14-3-821-79 «Заготовки трубные из титановых сплавов»;
- ОСТ 1 90050-72 «Трубы из титановых сплавов»;
- ОСТ 1 90065-72 «Трубы из титановых сплавов повышенного качества»;
- ГОСТ 24890-81, ОСТ 1 90051-79 «Трубы сварные из титана и титановых сплавов»;
- ТУ 1-5-107-78 «Трубы прессованные из титановых сплавов»;
- ГОСТ 22897-86 «Трубы бесшовные холоднодеформированные из сплавов на основе титана»;
- ТУ14-3-1280-84 «Трубы бесшовные холоднодеформированные из сплава марки ПТ-3В»;
- ТУ 14-3-820-79, ТУ 14-3-521-76 «Титановые трубы бесшовные холоднодеформированные»;
- ГОСТ 21945-76, ТУ 14-3-821-79 1М «Трубы бесшовные горячекатаные из сплавов на основе титана»;
- ТУ 14-3-161-73 «Трубы бесшовные малых размеров из сплавов 1М и ВТ1-00».
Марки и химсостав, требования к качеству
Изготовление труб осуществляется из чистого Ti без содержания легирующих примесей (марки ВТ1-0, ВТ1-00), а также ряда деформируемых титановых сплавов таких марок, как:
- ОТ4-0, ОТ4-1;
- ПТ-7М, ПТ-3В;
- В14.
Химсостав перечисленных марок регламентирован ГОСТ 19807-91 («Титан и сплавы титановые деформируемые. Марки), а также ОСТ1 90013-81 («Сплавы титановые. Марки»).
По качеству изготовления изделия подразделяют на две группы:
- Группа А – титановые трубы отожженные с протравленной поверхностью;
- Группа Б – титановые трубы без термообработки и протравливания поверхности.
При этом с внешней и внутренней стороны конечный продукт каждой группы не должен иметь таких дефектов, как расслоения, трещины, следы крупноабразивной зачистки, глубокие забоины, вогнутости и плохо проваренные швы. Торцы изделия с каждой стороны обрезают под 90° и удаляют шероховатости путем шлифовки.
Производственные технологии
Титановые трубы, сообразно методам производства, подразделяют на бесшовные и шовные. В зависимости от предназначения и функциональных характеристик их применяют в тех или иных промышленных отраслях.
Бесшовные трубы – цельные изделия, не содержащие швов и прочих соединений. По способу изготовления они могут быть холоднодеформированными (холоднокатаными и холоднотянутыми) или горячекатаными. Холоднодеформированные титановые трубы являются, как правило, тонкостенными и используются в условиях, не требующих больших нагрузок. Горячекатаные трубы имеют меньшую величину внутреннего диаметра при значительно большей толщине стенок в сравнении с холоднодеформированными аналогами. Они применяются, главным образом, для транспортировки жидкостей и газов под большим давлением.
Шовные трубы изготавливают сварным способом, поэтому их чаще называют сварными. Исходным материалом для изготовления такой продукции служит плоский титановый прокат в виде листа или ленты. Толстые листы сворачивают продольно, а тонкую ленту – в виде спирали. На линию соединения накладывается сварной шов.
Холоднодеформированные трубы подвергают дополнительной термообработке (отжиг) и чистовой отделке поверхности химическим травлением или механическим шлифованием.
По качественному критерию горячекатаную трубную продукцию из Ti и его сплавов выпускают в высшей или первой категории. В первом случае изделия проходят термообработку (вакуумный отжиг) и механическую шлифовку поверхности. По отношению к трубам 1-й категории применяется отжиг в безвакуумной среде. Эти изделия не подвергаются травлению и чистовой отделке поверхности.
Размерные параметры, условия поставок, механические свойства бесшовных труб холодной деформации оговорены в тексте стандартов ГОСТ 22897-86, ОСТ1 90050-72, ОСТ1 90065-72, а горячекатаных труб – ГОСТ 21945-76.
Сварные трубы изготавливают по регламенту ГОСТ 24890-81 из чистого Ti ВТ1-0 или сплава ОТ4-0. Химсостав определяется по ГОСТ 19807-74.
Производство бесшовных труб холодной деформации
Холоднодеформированные бесшовные трубы производятся методами холодной прокатки или волочения (рис. 2).
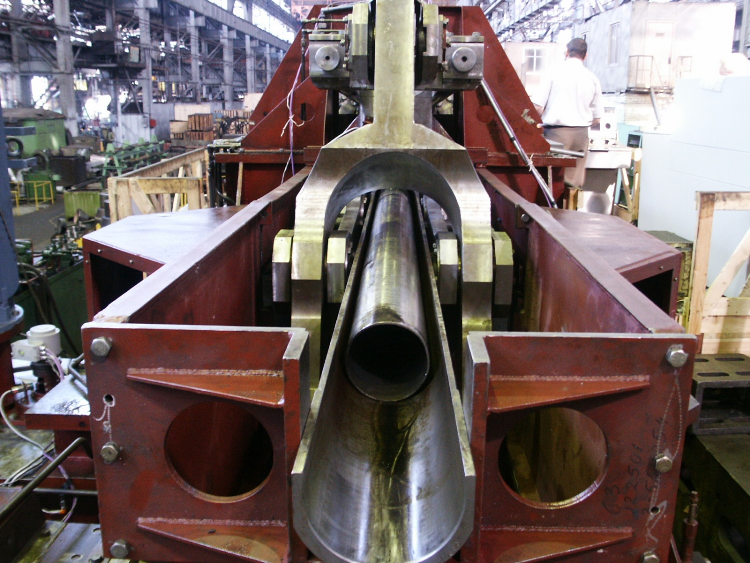

Рисунок 2. Холодная прокатка и волочение титановых труб
Общетехнологический процесс холодной прокатки, будучи весьма сложным и многоэтапным, включает в себя ряд последовательно осуществляемых операций (рис. 3).
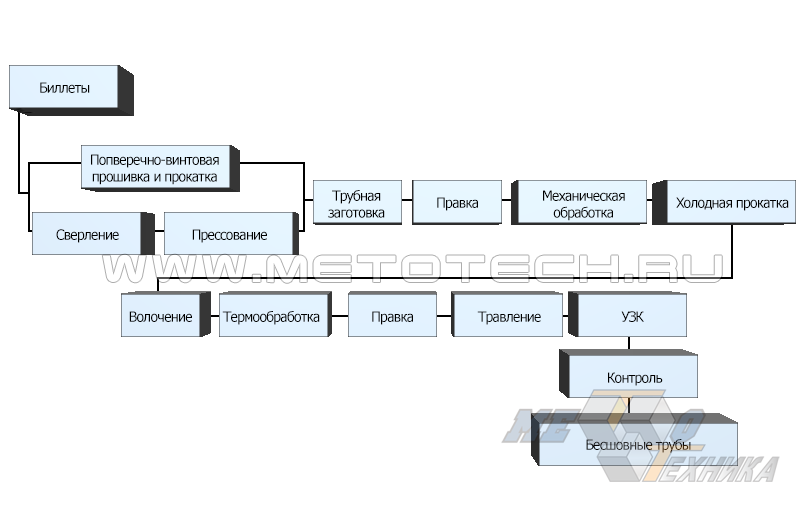
Рисунок 3. Последовательность холодной прокатки бесшовных титановых труб
В ходе подготовительного этапа производится поперечно-винтовая прокатка и прошивка исходных цилиндрических заготовок-биллетов с применением высверливания и прессования, после чего получаемая трубная заготовка в виде полой гильзы подвергается правке и механической обработке кромок для устранения заусенцев и неровностей. В ходе основного этапа выполняется холодная прокатка гильзы в трубу и, при необходимости, последующее волочение поступающей на волочильный стан холоднокатаной трубы с целью изменения ее диаметра. Готовые трубы подвергаются термообработке, правке и травлению, а на выходе – ультразвуковому контролю (УЗК), гидроиспытаниям, перископическому контролю (прямолинейной полости) и прочим методам проверки качества.
Здесь же следует отметить, что весьма распространенным является т. наз. передельный (от переделать) способ изготовления труб холодной деформации, когда холодной прокатке подвергаются горячекатаные трубы. В этом случае процесс на подготовительном этапе значительно упрощается, а общая себестоимость конечной продукции минимизируется, поскольку функцию поступающих в валки гильз выполняют уже готовые горячекатаные трубы.
Производство горячекатаных титановых труб
Технология изготовления титановых труб методом горячей прокатки также реализуется поэтапно.
Подготовительный этап имеет много общего с аналогичной процедурой подготовки трубных заготовок для холодной прокатки, с той лишь существенной разницей, что перед первоначальной поперечно-винтовой прокаткой (прошивкой) исходные биллеты нагревают до высокой температуры, поддерживаемой также во время прокатки полученных трубных заготовок-гильз. Нагрев производится в высокочастотных индукционных печах с последующим выравниванием температуры в электропечах сопротивления.
Температура нагрева зависит от марки Ti/сплава и составляет, для марок, соответственно:
- ВТ1-00, ВТ1-0, ОТ4-0 – 850-960 °C;
- ОТ4, ОТ4-0 – 900-1000 °C;
- ВТ5, ВТ5-1, ВТ3-1, ВТ6, ВТ8, ВТ14 – 1000-1100 °C.
Прокатка может выполняться в несколько прогонов до получения труб с толщиной стенок требуемых значений.
Для изготовления горячекатаных труб может быть использован стан одной из следующих разновидностей:
- двухвалковый;
- трехвалковый;
- раскатный с дисковидными валками;
- автоматический многовалковый;
- стан непрерывной прокатки.
Основной объем горячекатаных труб изготавливается с помощью многофункциональных трубопрокатных станов непрерывного действия (рис. 4).

Рисунок 4. Непрерывная горячая прокатки титановых труб
Высокую производительность в промышленных масштабах позволяет обеспечить также применение компьютеризованных автоматических трубопрокатных станов, работающих по заданным программам и осуществляющих выпуск продукции промышленными партиями без ущерба для качества.
Производство сварных титановых труб
В качестве исходных заготовок для сварных труб используют ленту (штрипс) или листовые слябы, предварительно прошедшие деформационный цикл горячей прокатки в листы/полосы с целью уменьшения толщины. Образование трубного профиля происходит либо за счет продольного изгиба листовой заготовки (прямошовные трубы) или путем спирального сворачивания штрипса. Соединение примыкающих друг к другу кромок выполняется сварным способом, для чего может применяться контактная или аргонно-дуговая электросварка. По завершении сварочных операций готовые трубы подвергают дополнительному отжигу.
Трубы, имеющие Ø 60,01…530,01 мм изготавливают с применением контактной электросварки, а более крупных диаметров – посредством аргонно-дуговой сварки с плавящимся электродом.
Общетехнологическая схема изготовления сварных труб представлена на рис. 5.
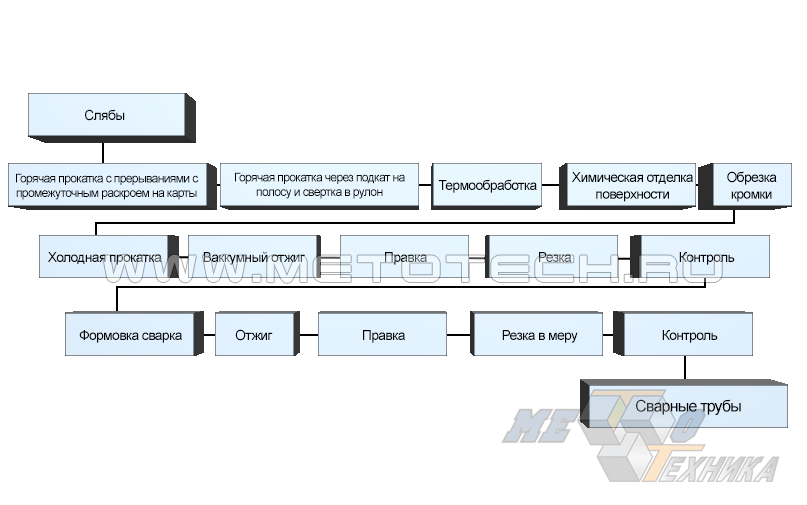
Рисунок 5. Схема техпроцесса производства титановых труб сварным методом
Готовая продукция проходит полный цикл контроля качества, включая контроль ультразвукового и токовихревого характера, а также контроль путем пневмо-гидроиспытаний.
Практическое применение
Трубы входят в разряд широково стребованных полуфабрикатов со множеством вариантов практического использования. Основным из таких вариантов применительно именно к трубам является прокладка трубопроводных коммуникаций. По титановым трубопроводам осуществляется, главным образом, транспортировка разного рода агрессивных жидкостей и газов. Трубные изделия из Ti и его сплавов незаменимы в химической, нефтехимической, судостроительной, медицинской и многих других отраслях, где высокая стоимость данной продукции не является препятствием для ее закупки.
